
 The 1970s were a period of major steel plant expansions and plant scale increased dramatically. Plant train size and capacity became increasingly dependent on very few, large, expensive machines. The loss of one of these major assets greatly affected the reliability and performance of these steel mills, and resulted in several income losses. This resulted in the development of fault-protection systems for protecting capital machinery from a major catastrophic occurrence. Due to the success of these systems, many plant operators begin to suspect that similar approaches could be used for smaller plants. However, the high per-machine cost of applying a fault protection system prohibited this from becoming a reality. Technology fixed this with the production of portable measurement instruments. In the late 1980s, the expansion of the computer and internet technology guided the development of mobile data acquisition systems, which were an immediate success in the plant maintenance market. The mobile acquisition systems spread to many industries, including the steel industry. Throughout brilliant progressions in technology, these systems have reached a point where the limit is no longer constrained by measurement technology. The main issue in steel mills is that collecting, analyzing and logging data for monitoring is a huge endeavor, it takes a lot of valuable time and effort in order to successfully gather the data. In a typical mini-mill environment, the actual execution and responsibility for such a walk-around vibration program resides either in-house or with outside contract resources. A typical large mill could have around 800 to 1000 machines under surveillance. This represents, under typical conditions, about one to 3-4 man-weeks of measurement effort alone. In a data collection program, achieving a whopping 65 to 80 percent of load factor is a significant achievement. But still using traditional monitoring systems that are hard wired in to the steel mill machinery involves reviewing load of data and this makes the problem of finding errors like finding a needle in a haystack. This eats up a lot of the time of onsite maintenance personnel who are tied to the mill and leverage preventive maintenance schedules to ensure that they have control of the equipment powering these steel mills. Today’s data acquisition systems are wifi or X-G enabled, are extremely powerful and represent tremendous growth over the past few years. Edge processing in these devices have helped ensure better bandwidth utilization and improve computational efficiencies. These advances in technology and the Internet have also driven the development of remote monitoring systems. Today, technology and the Internet has enabled us to access information anywhere, anytime. This current method requires us to use advanced software and access to plant and external networks for data transmission. Data acquisition and monitoring is only one part of the puzzle, the bigger problem is how to make sense of the data. Data analysis is expensive, it is hard, driving to insights is typically in the hands of 1-2 subject matter vibrations or maintenance experts at the plant. So despite very capable acquisition systems, the success of such condition monitoring systems relies on the successful interpretation of such acquired data. When steel plants transitioned in the 90’s from the practice of hard wired monitoring to a remote monitoring environment, one of the observations was that the vibration levels that were captured from the steel mill induction motors and machinery were varying much more than had been apparent from the monthly manual data. It was also clear that the variations had a pattern that closely tracked ambient temperatures. Since bearing temperatures also were being monitored, it was clear that when ambient temperature went up, vibration levels increased dramatically. Condition Monitoring has the ability to monitor parameters other than what would normally be monitored in a traditional manual program. One of the most significant benefits is that it offers more frequent monitoring of machinery without a need for data collection/analysis personnel to be present, as well as the ability to observe dynamic changes in machine condition due to load, speed and operating conditions. The steel industry has been more than willing to adapt to the method of condition monitoring, as a way to improve mill productivity and show growth overall. Today’s model for condition monitoring at a steel mill allows one to monitor induction motors and other machinery in real time using wifi enabled sensors anytime and from any place. This is enabled by a cloud based system that collects the sensor data from the steel mill and then uses machine learning algorithms to sieve through the data. The algorithm also then sends alarms when it finds abnormal conditions in the data that predict some form of early failure. The sensors are easy to install, they literally take minutes to install, stick magnetically to the machinery and can be powered by a AC outlet. This allows a plant to be digitized rapidly and by non technical personnel thereby reducing the cost of deployment. Deployment and support can also be done in a remote model by the team. Ennosys’ sensors and monitoring solutions are used to monitor rotating equipment at a major steel mill in North America. The sensors were deployed on the mill SCIM motors, mill air compressors and emergency generator sets. Mill personnel have full access to data, alert histories, alarms and warnings, reports and report/machine histories. Alerts are transmitted by e-mail and/or cell phone SMS text message. 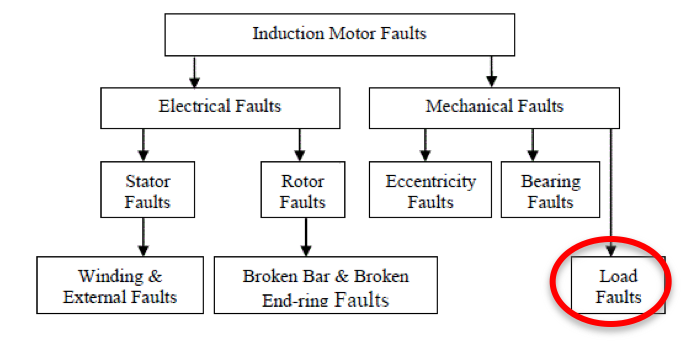 Upon installation, much higher vibration levels were noted by the offsite remote monitoring analyst. Steel Mill personnel, who were responsible for the induction motors, were notified of the increased vibration. The key was not just to look at the vibration increase but review the frequency harmonic patterns. The machine learning algorithms automatically reviewed the patterns of the frequency harmonics that which showed that the fundamental frequency peak at 40 - 42 Hz, followed by harmonic order 2nd, 4th, 6th, 8th at 80, 176, 244, 344 Hz. The algorithm then use the pattern database and the algorithm to indicate possible bearing looseness due to a improper loading condition.This was a self diagnostic procedure that was completed by the machine learning algorithm; which then sent an alarm (email/SMS) to the maintenance person. The value of the solution is the minimal monitoring support that is needed both by the onsite Steel Mill personnel or even our internal monitoring team. 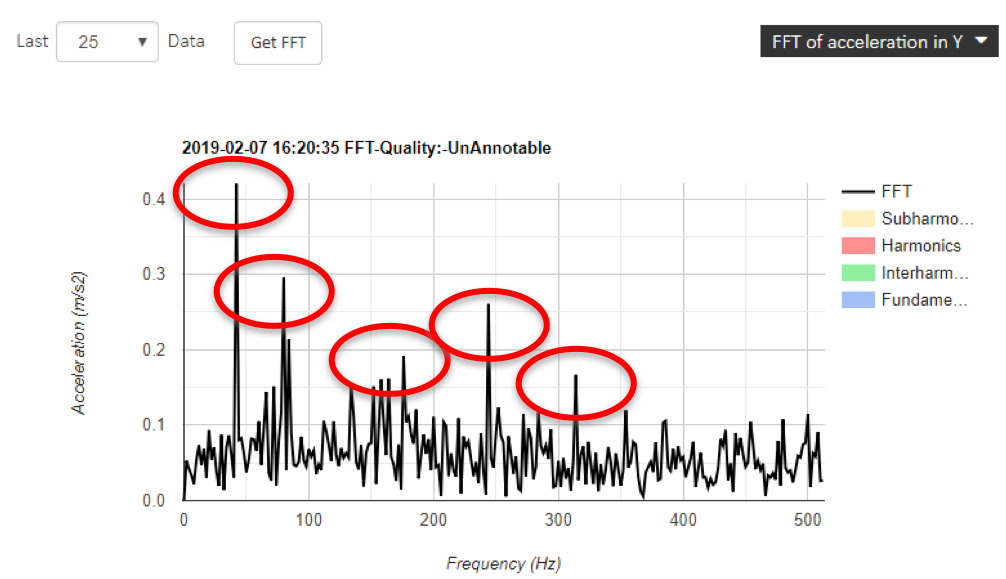 Reach out to us to learn more about how we can help your steel mill with its condition monitoring efforts. Author: AakritiAakriti is a Business and Marketing Consultant with Ennosys Comments are closed.
|
AuthorRL Narayan is a Digital Technology Evangelist and Entrepreneur with over 25 years in the technology industry. Archives
March 2019
Categories |


 RSS Feed
RSS Feed